Ň»ˇ˘Ö´Đбę׼
±ľą«ËľÉú˛úµÄŃąÂË»úÖ´Đбę׼ŁşJB/T4333.1-2005ˇ¶ĎáʽѹÂË»úşÍ°ĺżňʽѹÂË»ú ĐÍĘ˝Óë»ů±ľ˛ÎĘýJB/T4333.2-2005ˇ¶ĎáʽѹÂË»úşÍ°ĺżňʽѹÂË»ú ĽĽĘőĚőĽţˇ·JB/T4333.3-2005ˇ¶ĎáʽѹÂË»úşÍ°ĺżňʽѹÂË»ú Â˰塷JB/T4333.4-2005ˇ¶ĎáʽѹÂË»úşÍ°ĺżňʽѹÂË»ú ¸ôĤÂ˰塷
¶ţˇ˘»úĆ÷µÄ°˛×°Óëµ÷ĘÔ
Ł¨Ň»Ł© »úĆ÷µÄ°˛×°
1ˇ˘Őű»úµőÔË
»ú×éµőÔËʱŁ¬ĎČ˝«ŇşŃąŐľĐ¶żŞŁ¬Ł¨Čçąű»ú×é˝Ď´óŁ¬żÉ˝«Č«˛żżÉŇƶŻµÄÂË°ĺżňжĎÂŁ¬ŇÔĽőÇáĆđµőÖŘÁżŁ¬×˘ŇâÇв»żÉ˝«ÂË°ĺ±íĂćËđÉËŁ¬»úĽÜ°˛×°şĂşóŁ¬ÂË°ĺ°´ÔŔ´ËłĐň·Ĺ »ŘŁ©ˇŁĆđµőÓõĸÖËżÉţÓ¦ą´×ˇÖ÷ÁşÁ˝¶Ëµő×°ż×ĆđµőˇŁµőÔËʱ±ŘĐëŐŇ׼ÖŘĐÄŁ¬¸ÖËżÉţѡÔńşĎŔíŁ¬¸ÖËżÉţÓëÉ豸˝Ó´Ą˛żÎ»ĐčÓòĽ»ňĆäËüČíÖʲÄÁϳĵ档
2ˇ˘ŃąÂË»úµÄ°˛×°
Ň»°ăÇéżöĎÂŁ¬ŃąÂË»úӦˮƽµŘ°˛×°ÓÚ»ěÄýÍÁ»ů´ˇ˝áąąĽÜÉĎŁ¬ÖąÍĆ°ĺşÍÖ§˝ĹÓĂŁÍ20ˇÁ300»ňM16ˇÁ300µÄµŘ˝ĹÂÝ˨ąĚ¶¨Ł¬Ó͸××ů˛»ąĚ¶¨Ł¬ŇÔ±ŁÖ¤Ö÷ÁşÔÚĘÜÁ¦×´ żöĎÂÓĐŇ»¶¨µÄÖáĎňλŇơŁ»ů´ˇÓ¦˛ÉÓĂË®Äŕ¶ţ´Îąŕ˝¬¶řłÉŁ¬»ů´ˇĆ˝ĂćĐčąâ»¬Ł¬±ę¸ßŇÔжÔü˛Ů×÷·˝±ăΪ׼Ł¬Í¬Ę±Ó¦żĽÂÇł§·żĎÂË®µŘąµµÄżŞÉ衣°˛×°Ę±Ł¬»úĽÜÓ¦˝řĐĐˮƽĽ° ¶Ô˝ÇĎßĐŁŐýˇŁ°˛×°µŘµăŔë´¦ŔíÎďÁĎłˇµŘÔ˝˝üÔ˝şĂŁ¬ÎŞÁËжÁĎʱ±ăÓÚ˛Ů×÷Ł¬»úĽÜÖÜΧÁôŇ»Ă××óÓҵĿռ䡣Őű»úµÄµ××ůÓ¦±Č»ů´ˇĂć¸ßłöŇ»¶¨µÄłß´çŁ¬ŇÔ±ă»úĎ·ĹÖĂ˝ÓŇş×° ÖᣵçĆřżŘÖĆĎäÓ¦°˛×°ÔÚÓ븯ʴĆřĚĺ¸ôŔëµÄ˛Ů×÷ĘŇÄÚŁ¬±ÜĂâµçĆřÔŞĽţĘÜËđŁ¬Ó°ĎěŐýłŁą¤×÷ˇŁ
ÂË°ĺ/żňµÄĹĹÁĐËłĐňÓ¦ŇÔłöł§Ę±µÄĹĹÁĐËłĐňΪ׼Ł¬˛»µĂËćŇâµßµąˇŁÓČĆäעŇâŃą˝ô°ĺ¶ËµÄÇ˝°ĺ˛»µĂŇĆÖÁĆäËüλÖĂĘąÓáŁÂ˲ĽżÉÓõçŔÓĚúµČרÓĂą¤ľßĚĚÁĎŁ¬ŇÔĂâÂ˲ĽĆđĂ«±ßˇŁ
˝řÁϱĂŃąÁ¦şÍÁ÷ÁżµÄѡÔńÓ¦ÓëÎŇą«Ëľ˛úĆ·ĎŕĆĄĹ䣬˛˘ÔÚ˝řÁϹܷÉĎ°˛×°»ŘÁ÷ąÜşÍŃąÁ¦±íŁ¬ŇÔ±ŁÖ¤ŃąÁ¦µ÷˝ÚµÄĐčŇŞˇŁČç»úĐÍÎŞżÉĎ´µÄŁ¬Ď´µÓ±ĂµÄѡÔńŇŞÇóÓë˝řÁϱĂĎŕ ͬŁ¬µ«Ď´µÓˮѹÁ¦Ó¦ÂÔ¸ßÓÚ˝řÁĎŃąÁ¦ˇŁ×îşĂÔÚ˝řÁϱĂÇ°°˛×°´ÖąýÂË×°ÖĂŁ¬ŇÔ·ŔÖąŔ¬»řÔÓÎď˝řČë±ĂşÍ»úĆ÷ÄÚË𻵻úĽţˇŁ˝řÁĎʱŁ¬ÂýÂýĐýת˝řÁĎ·§ĂĹŁ¬ĘąŃąÁ¦Öđ˝ĄÉý¸ßˇŁ ˝řÁĎ×Ü·§Ăŵİ˛×°Ó¦żż˝üÖąÍư塣
Һѹվ°˛×°µÄλÖÿɸůľÝÓĂ»§ĘµĽĘłˇµŘ¶ř¶¨Ł¬°˛×°Ę±Ł¬Ó¦±ÜĂâĆäËüÁĎ˝¬»ěČëÓÍĎäÖĐŁ¬Ó°ĎěҺѹԪĽţ¶Ż×÷µÄÁéĂôĐÔŁ¬ÉőÖÁËđ»µŇşŃąÔŞĽţˇŁ
ąÜĎߵİ˛×°żÉ¸ůľÝąÜżÚÍĽĽ°ąÜĎ߲ĽÖĂÍĽ˛˘˝áşĎÓĂ»§µĄÎ»ĎÖłˇĘµĽĘÇéżö˝řĐĐ°˛×°Ł¬µ«Ó¦×˘ŇâąÜĎߵİ˛×°ˇ˘ĘąÓĂĽ°Î¬ĐޱŘĐë·˝±ăŁ¬ąÜĎ߲»µĂ˝Ó´íŁ¬ąÜĎßÓ¦ľˇÁż¶ĚˇŁ
´ËÍ⣬ѹÂË»ú»ążÉ¸ůľÝĐčŇŞĹ䱸żŐĆřŃąËő»úһ̨Ł¬´˘ĆřąŢһֻŁ¬ŇÔą©´µĆřÓáŁŇÔÉĎÉ豸Ľ°¸÷ÖÖ·§ĂĹľůÓÉÓĂ»§×Ô±¸Ł¬Ň˛żÉÓÉÎŇą«Ëľ´úĹ䡣˝řÁϱõÄѡÔńŁ¬żÉ¸ůľÝÁ÷Áżˇ˘żĹÁŁ¶Čˇ˘Őł¶ČµČŇŞÇó¶ř¶¨Ł¬µ«ŃąÁ¦˛»ÄÜł¬ąýŃąÂË»ú×î´óąýÂËŃąÁ¦ˇŁ
Ł¨¶ţŁ©ŃąÂË»úµÄµ÷ĘÔ
1ˇ˘Ľě˛éŐű»ú
Ł¨1Ł©˝«ŇşŃąŐľˇ˘µçżŘĎä˛Á¸Éľ»Ł¬ÓÍĎäÄÚ˛żÇĺĎ´¸Éľ»Ł¬Ľě˛éµçÔ´ŇÔĽ°Ńą˝ôˇ˘»ŘłĚÓÍąÜĘÇ·ń°˛×°ŐýČ·Ł¬µç˝ÓµăŃą±íŁ¨DYŁ©ÉĎĎÂĎŢŃąÁ¦µ÷¶¨ĘÇ·ńşĎĘĘŁ¬µçÔ´˛ĽĎßĘÇ·ń°˛Č«şĎŔíˇŁ
Ł¨2Ł©˝«»úĽÜˇ˘Â˰塢»îČű¸Ë˛Á¸Éľ»Ł¬Ľě˛éÂË°ĺĹĹÁĐĘÇ·ńŐűĆ롢ŐýČ·Ł»Ľě˛éÂ˲Ľ°˛×°ÓĐÎŢŐ۵ţĎÖĎóŁ¬ČçÓĐŁ¬ĐčչƽˇŁ
Ł¨3Ł©Ľě˛é˝řÁϡ˘Ë®Ď´ˇ˘´µĆřŁ¨Čç´ř·´´µĎµÍłŁ©ˇ˘łöŇşµČąÜ·ˇ˘·§ĂŵÄĹäÖĂĘÇ·ńŐýČ·ˇ˘şĎŔíˇŁ
2ˇ˘µçżŘҺѹµ÷ĘÔ
Ł¨1Ł©µ±ŇÔÉĎËůĐčĽě˛éµÄ¸÷ĎîĿȷČĎÎŢÎóşóŁ¬ĎňÓÍĎäÄÚעČëÇĺ˝ŕµÄҺѹÓÍÖÁąć¶¨ÓÍλŁ¨´óÔĽ65LŁ©Ł¬˝ÓͨµçÔ´Ł¬µă¶Żˇ°»ŘłĚˇ±°´ĹĄŁ¬ąŰ˛ěµç»úŁ¨DŁ©ĘÇ ·ńŃŘ˳ʱŐë·˝ĎňŐýתˇŁČ»şóŁ¬·´Ę±Őë·˝ĎňĐýתËɸßŃąŇçÁ÷·§Ł¨YHŁ©Ł¬°´ˇ°Ńą˝ôˇ±°´ĹĄŁ¬µ÷Őű¸ßŃąŇçÁ÷·§Ł¨YHŁ©ÖÁ2Mpa×óÓŇŁ¬Č»şóĘą»îČű·´¸´×߶ŻĘý´ÎŁ¬ŇÔĹĹ ľˇÓ͸×ÄÚżŐĆřˇŁ
Ł¨2Ł©Ę×ĎȸůľÝ˝řÁĎŃąÁ¦ŃˇÔńşĎĘʵĸßŃąŇçÁ÷·§Ł¨YHŁ©Ëř¶¨ŃąÁ¦Ľ°µç˝ÓµăŃąÁ¦±íŁ¨DYŁ©ÉĎĎÂĎŢÖµˇŁµ÷˝ÚʱŁ¬˝ô±Ő¸ßŃąŇçÁ÷·§Ł¨YHŁ©Ł¬·´Ę±Őë´ňżŞ°˛Č« ·§Ł¨YAŁ©Ł¬ÔÚŃą˝ô״̬ĎÂŁ¬»şÂýµÄ˳ʱŐëת¶Ż°˛Č«·§Ł¨YAŁ©Ł¬Ęąµç˝ÓµăŃąÁ¦±íŁ¨DYŁ©ŃąÁ¦´ďµ˝29MpaŁ¬Ëř¶¨Ľ´żÉˇŁËćşó°´ˇ°»ŘłĚˇ±°´ĹĄŁ¬Đ¶ÍęÓ͸×ÄÚµÄŃą Á¦Ł¬´ňżŞ¸ßŃąŇçÁ÷·§Ł¨YHŁ©Ł¬ÔÚŃą˝ô״̬ĎÂŁ¬»şÂý˳ʱŐëת¶Ż¸ßŃąŇçÁ÷·§Ł¨YHŁ©Ł¬ĘąŃąÁ¦ÉĎÉýµ˝27MpaËř¶¨Ł»ÔŮ°´ˇ°»ŘłĚˇ±°´ĹĄŁ¬Đ¶ŃąŁ¬×îşóµ÷¶¨µç˝ÓµăŃą Á¦±íŁ¨DYŁ©µÄŃąÁ¦·¶Î§21ˇŞ25MpaŁ¨°˛Č«·§ˇ˘¸ßŃąŇçÁ÷·§ˇ˘µç˝ÓµăŃąÁ¦±íłöł§Ç°ľůŇѵ÷şĂŁ¬Ň»°ă˛»ĐčÓĂ»§µ÷˝ÚˇŁČçĐč¸Ä±äµ÷¶¨µÄŃąÁ¦Ł¬żÉ°´ÉĎĘö·˝·¨µ÷ ˝ÚˇŁŁ©
Ł¨3Ł©ÖŘĐÂČĂ»îČű¸Ë´ř¶ŻŃą˝ô°ĺŔ´»Ř×߶ŻČý´ÎŁ¬˛éż´ÓÍŃąÉĎÉýÖÁµç˝ÓµăŃąÁ¦±íŁ¨DYŁ©ÉĎĎŢʱĘÇ·ń»á×Ô¶ŻÍŁ»úˇŁÔÚ±ŁŃą×´Ě¬Ę±Ł¬ąŰ˛ěÓÍŃąĎ½µÇéżöŁ¬ÔÚµÚŇ» ´ÎÉĎѹʱŁ¬ŃąÁ¦Ď½µËٶȡÜ3Mpa/10minÎŞŐýłŁŁ¬µ±ŃąÁ¦˝µÖÁµç˝ÓµăŃąÁ¦±íŁ¨DYŁ©ĎÂĎ޺󣬵ç»úŁ¨DŁ©×Ô¶ŻĆô¶ŻÉĎŃąŁ¬µÚ¶ţ´ÎŃą˝µËٶȡÜ2Mpa /20minĘôŐýłŁˇŁ
3ˇ˘ąýÂ˲ż·Öµ÷ĘÔ
Ł¨1Ł©ˇ˘Ńą˝ôÂ˰岢±ŁŃąˇŁ
Ł¨2Ł©ˇ˘´ňżŞËůÓĐłöŇş·§ĂĹŁ¬ąŘ±Őˮϴˇ˘´µĆřŁ¨żÉĎ´»úĐÍ·§ĂĹŁ¬˝řÁĎ·§ĂĹ´ňżŞËÄ·Ö֮һ×óÓŇŁ¬Ćô¶Ż˝řÁϱã¬ąŰ˛ěÂËŇşĽ°˝řÁĎŃąÁ¦±ä»ŻŁ¬ČçŃąÁ¦ł¬¸ßŁ¬Đč´ňżŞ »ŘÁ÷ąÜ·Éϵķ§ĂĹ˝řĐе÷˝ÚˇŁÓÉÓÚÂ˲ĽµÄëϸ×÷ÓĂŁ¬¸ŐżŞĘĽąýÂËʱŁ¬ÂËŇşÉÔĐí»ë×ÇĘôŐýłŁĎÖĎóˇŁŇ»°ăŁ¬Ă÷Á÷»úĐÍ´ýąýÂË5ˇŞ10·ÖÖÓşóżÉ˝«˝řÁĎ·§ĂĹżŞ´óŁ¬°µÁ÷ÎŞ 10ˇŞ20·ÖÖÓˇŁ
Čýˇ˘˛Ů×÷ąćłĚĽ°ĘąÓĂ·˝·¨
ŃąÂË»úµÄ˛Ů×÷łĚĐň°´ĎÂÁĐąýłĚ˝řĐĐŁş
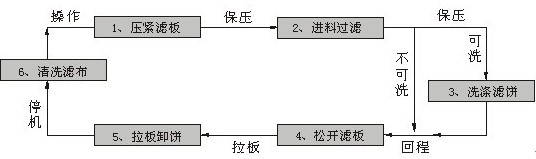
1ˇ˘Ńą˝ôÂË°ĺ
˝«ˇ°˛Ů×÷/±ŁŃą/Ŕ°ĺˇ±żŞąŘ˛¦µ˝ˇ°˛Ů×÷ˇ±Î»ÖĂŁ¬°´Ď¡°Ńą˝ôˇ±°´ĹĄŁ¬»îČű¸ËÇ°ŇĆŁ¬Ńą˝ôÂ˰壬´ďµ˝±ę¶¨ÉĎĎŢŃąÁ¦25MpaʱŁ¬µç»ú×Ô¶ŻąŘÍŁˇŁ˝«ˇ°˛Ů×÷/±ŁŃą/Ŕ°ĺˇ±żŞąŘ˛¦µ˝ˇ°±ŁŃąˇ±Î»ÖĂÉĎŁ¬ŃąÂË»ú˝řČë×Ô¶Ż±ŁŃą×´Ě¬ˇŁ
2ˇ˘˝řÁĎąýÂË
˝řČ뱣ѹ״̬şóŁ¬Ľě˛é¸÷ąÜ··§ĂĹżŞ±Ő×´żöŁ¬Č·ČĎÎŢÎóşóĆô¶Ż˝řÁϱã¬ÂýÂýżŞĆô˝řÁĎ·§Ł¬ÁĎ˝¬Ľ´Í¨ąýÖąÍĆ°ĺÉϵĽřÁĎż×˝řČë¸÷ÂËĘŇŁ¬Ôڹ涨ѹÁ¦ĎÂʵĎÖĽÓŃąąýÂËŁ¬ĐÎłÉÂ˱ýˇŁ
3ˇ˘Ď´µÓÂ˱ýŁ¨ĘĘşĎÓÚUKĐÍŃąÂË»úŁ©
ąýÂËÍę±ĎŁ¬Ď´µÓË®ÓÉĎ´µÓż×ͨČë¸÷ÂËĘŇÄÚŁ¬ÉřąýÂ˱ý˛ăŁ¬¶ÔÂ˱ý˝řĐĐĎ´µÓˇŁÍ¨ąýĎ´µÓżÉ˝řŇ»˛˝»ŘĘŐÂ˱ýÖеÄÓĐЧłÉ·ÝŁ¬»ňłýČĄĆäÖĐÓĐş¦łÉ·ÝˇŁČôĐč¶ÔÂ˱ý˝řĐĐ´µĆřŁ¬ÔňżÉ´ÓĎ´µÓż×ͨČëŃąËőżŐĆřŁ¬´ř×ßÂ˱ýÖеIJż·ÖË®·ÖˇŁ
4ˇ˘ËÉżŞÂË°ĺ
˝«ˇ°˛Ů×÷/±ŁŃąˇ±żŞąŘ˛¦µ˝ˇ°˛Ů×÷ˇ±Î»ÖĂŁ¬°´Ď¡°»ŘłĚˇ±°´ĹĄŁ¬»îČű»ŘłĚŁ¬ÂË°ĺËÉżŞˇŁ»îČű»ŘÍ˵˝Î»şóŁ¬Ńą˝ô°ĺ´ĄĽ°ĐĐłĚżŞąŘ¶ř×Ô¶ŻÍŁÖąŁ¬»ŘłĚ˝áĘřˇŁ
5ˇ˘Ŕ°ĺж±ý
ĘÖ¶ŻŔ°ĺж±ýŁş˛ÉÓĂČËą¤ĘÖ¶ŻŇŔ´ÎŔ°ĺж±ýˇŁ
6ˇ˘ÇĺĎ´ŐűŔíÂ˲Ľ
Ŕ°ĺжÁĎŇԺ󣬲ĐÁôÔÚÂ˲ĽÉϵÄÂËÔü±ŘĐëÇĺŔí¸Éľ»Ł¬Â˲ĽÓ¦ÖŘĐÂŐűŔíĆ˝ŐűŁ¬żŞĘĽĎÂŇ»ą¤×÷Ń»·ˇŁµ±Â˲ĽµÄ˝ŘÁôÄÜÁ¦ËĄÍËʱŁ¬ÔňĐč¶ÔÂ˲Ľ˝řĐĐÇĺĎ´»ň¸ü»»ˇŁ
Ëġ˘×˘ŇâĘÂĎî
1ˇ˘ÔÚŃą˝ôÂË°ĺÇ°Ł¬Îń±Ř˝«ÂË°ĺĹĹÁĐŐűĆ룬ÇŇżż˝üÖąÍĆ°ĺ¶ËŁ¬Ć˝ĐĐÓÚÖąÍĆ°ĺ·ĹÖĂŁ¬±ÜĂâŇňÂË°ĺ·ĹÖò»Őý¶řŇýĆđÖ÷ÁşÍäÇú±äĐÎŁ»
2ˇ˘ŃąÂË»úÔÚŃą˝ôşóŁ¬Í¨ČëÁĎ˝¬żŞĘĽą¤×÷Ł¬˝řÁĎŃąÁ¦±ŘĐëżŘÖĆÔÚłöł§ĂúĹĆÉϱ궨µÄ×î´óąýÂËŃąÁ¦Ł¨±íŃąŁ©ŇÔĎÂŁ¬·ńÔň˝«»áÓ°Ďě»úĆ÷µÄŐýłŁĘąÓĂŁ»
3ˇ˘ąýÂËżŞĘĽĘ±Ł¬˝řÁĎ·§Ó¦»şÂýżŞĆôŁ¬ĆđłőÂËŇşÍůÍů˝ĎÎŞ»ë×ÇŁ¬Č»şóתÇ壬ĘôŐýłŁĎÖĎóŁ»
4ˇ˘ÁĎ˝¬±ĂĽ°˝řÁĎ·§Ł¬Ď´µÓË®±ĂĽ°˝řË®·§Ł¬ŃąËőżŐĆřĽ°˝řĆř·§ÔÚͬʱֻÔĘĐíżŞĆôĆäÖĐ֮һŁ»
5ˇ˘ÓÉÓÚÂ˲ĽĎËάµÄëϸ×÷ÓĂŁ¬ąýÂËʱŁ¬ÂË°ĺĂÜ·âĂćÖ®ĽäÓĐÇĺŇşÉř©ĘôŐýłŁĎÖĎóŁ»
6ˇ˘ÔÚłĺĎ´Â˲ĽşÍÂË°ĺ/żňʱŁ¬×˘ŇⲻҪČĂË®˝¦µ˝ÓÍĎäµÄµçÔ´ÉĎŁ»
7ˇ˘°áÔˡ˘¸ü»»ÂË°ĺ/żňʱŁ¬ÓĂÁ¦ŇŞĘʵ±Ł¬·ŔÖąĹöײË𻵣¬ŃĎ˝űˤ´ňˇ˘×˛»÷Ł¬ŇÔĂâĘąÂË°ĺ/żňĆĆÁѡŁÂË°ĺ/żňµÄλÖĂÇв»żÉ·Ĺ´íŁ»ąýÂËʱ˛»żÉÉĂ×ÔÄĂĎÂÂË°ĺ/żňŁ¬ŇÔ ĂâÓ͸×Đг̲»ą»¶ř·˘ÉúŇâÍ⣻ÂË°ĺ/żňĆĆÁŃşóŁ¬Ó¦Ľ°Ę±¸ü»»Ł¬˛» żÉĽĚĐřĘąÓĂŁ¬·ńÔň»áŇýĆđĆäËüÂË°ĺ/żňĆĆÁŃŁ»
8ˇ˘¶ÔÓÚ°µÁ÷»úĐ͵ĹܵŔ°˛×°Ł¬łöŇşąÜµŔ˛»Ó¦¸ßÓÚŃąÂË»úłöŇşżÚµÄλÖĂŁ¬ŇÔĽőÉŮąýÂËʱµÄłöŇş×čÁ¦Ł¬˛˘Ó¦±ŁÖ¤łöŇşąÜµŔł©Í¨ˇŁ
9ˇ˘µç˝ÓµăŃąÁ¦±í(DY)Ö¸ŐëµÄÉϡ˘ĎÂĎŢłöł§Ňѵ÷şĂŁ¬ÓĂ»§Ň»°ă˛»ÓöŻŁ¬ČôÓĂ»§Ň޵÷˝ÚŃąÁ¦Ł¬ÔňĎÂĎŢŇÔ˛»Â©ŇşÎŞ×ĽŁ¬ÉĎĎ޲»ÄÜł¬ąý27MpaŁ»
10ˇ˘¸ßŃąŇçÁ÷·§Ł¨YHŁ©ÔÚłöł§Ç°Ňѵ÷µ˝27MpaŁ¬ČôÓĂ»§ŇŞ×ÔĐе÷˝ÚÓ͸׹«łĆŃąÁ¦Ł¬Ó¦°Ń¸ßŃą ŇçÁ÷·§Ł¨YH)Č«˛żµ÷ËÉŁ¬Č»şóĆô¶ŻÖůČű±ĂŁ¨B)Ł¬ÂýÂýµŘµ÷Őű¸ßŃąŇçÁ÷·§Ł¨YH)µ˝ĐčŇŞµÄŃąÁ¦Ł¬µ«ÇĐÎ𳬹ý27MpaŁ»
11ˇ˘°˛Č«ŇçÁ÷·§Ł¨YAŁ©ÔÚłöł§Ç°Ňѵ÷µ˝29MpaŁ¬ÓĂ»§Çв»żÉËćŇâµ÷¶ŻŁ»
12ˇ˘ŇşŃąÓÍŁ¨YA-N46Ł¬YC-N46Ł©Ó¦Í¨ąýżŐĆřÂËÇĺĆ÷łäČëÓÍĎ䣬±ŘĐë´ďµ˝ąć¶¨ÓÍĂ档˛˘ŇŞ·ŔÖąÎŰË®Ľ°ÔÓÎď˝řČëÓÍĎ䣬ŇÔĂâҺѹԪĽţÉúĐ⡢¶ÂČűŁ»
13ˇ˘µçĆřĎäŇŞ±ŁłÖ¸ÉÔ¸÷ŃąÁ¦±íˇ˘µç´Ĺ·§ĎßȦŇÔĽ°¸÷¸öµçĆřÔŞĽţŇŞ¶¨ĆÚĽěŃéČ·±Ł»úĆ÷ŐýłŁą¤×÷ˇŁÍŁ»úşóĐëąŘ±ŐżŐĆřżŞąŘŁ¬ÇжϵçÔ´ˇŁ
14ˇ˘ÓÍĎ䡢Ó͸ס˘ÖůČű±ĂşÍŇçÁ÷·§µČҺѹԪĽţĐ趨ĆÚ˝řĐĐżŐÔŘÔËĐĐŃ»··¨ÇĺĎ´Ł¬ÔÚŇ»°ăą¤×÷»·ľłĎÂĘąÓõÄŃąÂË»úĂżÁů¸öÔÂÇĺĎ´Ň»´ÎŁ¬ą¤×÷Ó͵ĹýÂËľ«¶ČÎŞ 20¦ĚmˇŁĐ»úÔÚĘąÓĂ1-2ÖÜşóŁ¬ĐčŇŞ»»ŇşŃąÓÍŁ¬»»ÓÍʱ˝«ÔŕÓÍ·Ĺľ»Ł¬˛˘°ŃÓÍĎä˛ÁĎ´¸Éľ»µÚ¶ţ´Î»»ÓÍÖÜĆÚÎŞŇ»¸öÔÂŁ¬ŇÔşóĂżČý¸öÔÂ×óÓŇ»»ÓÍŇ»´ÎŁ¨Ň˛żÉ¸ůľÝ»·ľł˛» ͬĘʵ±ŃÓł¤»ňËő¶Ě»»ÓÍÖÜĆÚŁ©ˇŁ
Î塢±ŁŃřĽ°ąĘŐĎĹĹłý
1ˇ˘±ŁŃř
ĎáʽѹÂË»úÔÚĘąÓĂąýłĚÖĐŁ¬ĐčŇŞ¶ÔÔ˶Ż˛żÎ»Ł¨ČçÁ´Ěőˇ˘ÖáłĐˇ˘»îČű¸ËµČŁ©˝řĐĐČ󻬣¬ÓĐĐ©×Ô¶ŻżŘÖĆϵͳµÄ·´ŔˇĐĹşĹ×°ÖĂŁ¨ČçŃąÁ¦ĽĚµçĆ÷ˇ˘µç˝ÓµăŃąÁ¦±íĽ°ĐĐłĚżŞąŘµÄ¶Ż×÷µÄ׼ȷĐԺͿɿżĐÔ±ŘĐëµĂµ˝±ŁÖ¤ˇŁŐâŃů˛ĹÄܱŁÖ¤ŃąÂË»úµÄŐýłŁą¤×÷ˇŁÎŞ´ËŁ¬Ó¦×öµ˝ŇÔĎÂĽ¸µăŁş
Ł¨1Ł©ĘąÓĂʱ×öşĂÔËĐĐĽÇÂĽŁ¬¶ÔÉ豸µÄÔËתÇéżöĽ°ËůłöĎÖµÄÎĘĚâĽÇÂĽ±¸°¸Ł¬˛˘Ó¦Ľ°Ę±¶ÔÉ豸µÄąĘŐĎ˝ř ĐĐάĐޡŁ
Ł¨2Ł©±ŁłÖ¸÷ĹäşĎ˛żÎ»µÄÇĺ˝ŕŁ¬˛˘˛ąłäĘĘÁżµÄČó»¬ÓÍŇÔ±ŁÖ¤ĆäČó»¬ĐÔÄܡŁÓ¦ľłŁ˛ÁĎ´»îČű¸ËˇŁ
Ł¨3Ł©¶ÔµçżŘϵͳŁ¬ŇŞ˝řĐĐľřÔµĐÔĘÔŃéşÍ¶Ż×÷żÉżżĐÔĘÔŃ飬¶Ô¶Ż×÷˛»Áé»î»ň¶Ż×ĽČ·ĐÔ˛îµÄÔŞĽţŇ»ľ·˘ĎÖŁ¬ Ľ°Ę±˝řĐĐĐŢŔí»ň¸ü»»ˇŁ
Ł¨4Ł©ľłŁĽě˛éÂË°ĺµÄĂÜ·âĂ棬±ŁÖ¤Ćäąâ˝ŕˇ˘¸Éľ»Ł¬Ľě˛éÂ˲ĽÓĐ·ńŐ۵ţŁ¬±ŁÖ¤ĆäĆ˝Őűˇ˘ÍęşĂˇŁ
Ł¨5Ł©ŇşŃąĎµÍłµÄ±ŁŃřŁ¬Ö÷ŇŞĘǶÔÓÍĎäŇşĂ桢ҺѹԪĽţ¸÷¸öÁ¬˝ÓżÚĂÜ·âĐԵļě˛éşÍ±ŁŃřŁ¬˛˘±ŁÖ¤ŇşŃąÓÍ µÄÇĺ˝ŕ¶ČˇŁ
Ł¨6Ł©ČçÉ豸ł¤ĆÚ˛»ĘąÓĂŁ¬Ó¦˝«ÂË°ĺÇĺĎ´¸Éľ»Ł¬Â˲ĽÇĺĎ´şóÁŔ¸ÉˇŁĽŻłÉżéşÍ»îČű¸ËµÄÍⶲż·ÖӦͿÉĎ »ĆÓ͡Ł
2ˇ˘łŁĽűąĘŐĎĽ°ĹĹ ĐňşĹąĘŐĎĎÖĎó˛úÉúÔŇňĹĹłý·˝Ę˝1ÂË°ĺÖ®ĽäĹÜÁĎ1.ÓÍŃą˛»×ă 2.ÂË°ĺĂÜ·âĂćĽĐÓĐÔÓÎď 3.Â˲Ľ˛»Ć˝Őű.Ő۵ţ 4.µÍΰĺÓĂÓÚ¸ßÎÂÎďÁĎŁ¬ÔěłÉÂË°ĺ±äĐÎ 5.˝řÁϱĂŃąÁ¦»ňÁ÷Áżł¬¸ß1.˛ÎĽűĐňşĹ3 2.ÇĺŔíĂÜ·âĂć 3.ŐűŔíÂ˲Ľ 4.¸ü»»ÂË°ĺ 5.ÖŘе÷Őű2ÂËŇş˛»Çĺ1.ÂË°ĺĆĆËđ 2.Â˲ĽŃˇÔń˛»µ± 3.Â˲ĽżŞż×ąý´ó 4.Â˲Ľ´ü·ěşĎ´¦żŞĎß 5.Â˲Ľ´ř·ěşĎ´¦Őë˝Ĺąý´ó1.Ľě˛é˛˘¸ü»»Â˲Ľ 2.ÖŘ×öʵŃ飬¸ü»»şĎĘĘÂ˲Ľ 3.¸ü»»Â˲Ľ 4.ÖŘĐ·ěşĎ 5.ѡÔńşĎŔíŐë˝ĹÖŘĐ·ěşĎ3ÓÍŃą˛»×ă1.ŇçÁ÷·§µ÷Őű˛»µ±»ňË𻵠2.·§ÄÚ©ÓÍ 3.Ó͸×ĂÜ·âȦĥËđ 4.ąÜ·Íâй¶ 5.µç´Ĺ»»Ďň·§Î´µ˝Î» 6.ÖůČű±ĂË𻵠7.ÓÍλ˛»ą»1.ÖŘе÷Őű»ň¸ü»» 2.µ÷Őű»ň¸ü»» 3.¸ü»»ĂÜ·âȦ 4.Đ޲ą»ň¸ü»» 5.ÇĺĎ´»ň¸ü»» 6.¸ü»» 7.ĽÓÓÍ4ÂË°ĺĎňÉḐ̌Ćđ1.°˛×°»ů´ˇ˛»×Ľ 2.ÂË°ĺĂÜ·âĂćłýÔü˛»ľ» 3.°ëµ˛Č¦ÄÚÇňµćĆ«ŇĆ1.ÖŘĐÂĐŢŐýµŘ»ů 2.łýÔü 3.µ÷˝Ú°ëµ˛Č¦Ď²żµ÷˝ÚÂݶ¤5Ö÷ÁşÍäÇú1.ÂË°ĺĹĹÁв»Ćë 2.Â˲ĽĂÜ·âĂćłýÔü˛»ľ»1.ĹĹÁĐÂË°ĺ 2.łýÔü6ÂË°ĺĆĆÁŃ1.˝řÁĎŃąÁ¦ąý¸ß 2.˝řÁĎζȹý¸ß 3.ÂË°ĺ˝řÁϿ׶ÂČű 4.˝řÁĎËٶȹýżě 5.Â˲ĽĆĆËđ1.µ÷Őű˝řÁĎŃąÁ¦ 2.»»¸ßΰĺ»ňąýÂËÇ°ŔäČ´ 3.Ęčͨ˝řÁĎż× 4. ˝µµÍ˝řÁĎËŮ¶Č 5. ¸ü»»Â˲Ľ7±ŁŃą˛»Áé1.ÓÍ·ÓĐй© 2.»îČűĂÜ·âȦĥËđ 3.ŇşżŘµĄĎň·§Ę§Áé 4.°˛Č«·§ĐąÂ©1. ĽěĐŢÓÍ· 2. ¸ü»» 3. ÓĂĂşÓÍÇĺĎ´»ň¸ü»» 4. ÓĂĂşÓÍÇĺĎ´»ň¸ü»»8Ńą˝ô.»ŘłĚÎ޶Ż×÷1.ÓÍλ˛»ą» 2.ÖůČű±ĂË𻵠3.µç´Ĺ·§Î޶Ż×÷ 4.»ŘłĚŇçÁ÷·§µŻ»ÉËÉłÚ1.ĽÓÓÍ 2.¸ü»» 3.ČçĘôµç·ąĘŐĎĐčŇŞÖؽӵĽĎß ČçĘô·§ĚĺąĘŐĎĐčÇĺĎ´¸ü»» 4.¸ü»»µŻ»É9ʱĽäĽĚµçĆ÷ʧÁé1.´«¶ŻĎµÍł±»ż¨ 2.ʱĽäĽĚµçĆ÷ʧÁé 3.Ŕ°ĺϵͳµçĆ÷ʧÁé 4.Ŕ°ĺµç´Ĺ·§ąĘŐĎ1.ÇĺŔíµ÷Őű 2.˛ÎĽűĐňşĹ10 3.ĽěĐŢ»ň¸ü»» 4.ĽěĐŢ»ň¸ü»»10Ŕ°ĺ×°ÖöŻ×÷ʧÁé1.żŘÖĆʱĽäµ÷Őű˛»µ± 2.µçĆ÷Ďß·ąĘŐĎ 3.ʱĽäĽĚµçĆ÷Ëđ»µ1.ÖŘе÷ŐűʱĽä 2.ĽěĐŢ»ň¸ü»» 3.¸ü»»
Áůˇ˘ĘÔłµÇ°µÄ׼±¸ą¤×÷
ĘąÓõĄÎ»ÔÚŇŞÇóÎŇł§ČËÔ±µ˝ĎÖłˇµ÷ĘÔÇ°Ł¬±ŘĐë×öşĂČçĎÂĽ¸µăą¤×÷Łş
1ˇ˘Ö÷ŇŞ˛żĽţ°˛×°µ˝Î»Ł¬˛˘°´ŇŞÇó˝řĐе÷Őűˇ˘ĽěŃ飬·űşĎľ«¶ČŇŞÇóŁ¬ÁăĽţĆëČ«ˇ˘ÍęşĂˇŁ
2ˇ˘µçÔ´Ľ°µç¶Ż»úµČ˝ÓĎßŐýČ·ÎŢÎ󣬵綯»úÔËתŐýłŁŁ¬ŇşŃąŐľÓ¦ĽÓ×ăҺѹÓÍŁ¨łő´ÎĽÓÂúÎŞşĂŁ©ˇŁ
3ˇ˘°˛×°şĂ˝řÁϹܡ˘ĆřąÜˇ˘Ë®ąÜµČąÜ·Ľ°ËůÓĐ·§ĂĹŁ¬˛˘Ó¦ł©Í¨ÎŢ×裬ŇÔĂâ·µą¤ˇŁ
4ˇ˘ąÜ·ÉĎËůÓĂ·§ĂĹŁ¬ČçĆř¶Ż·§ĂĹŁ¬Ó¦˝ÓşĂĆřÔ´ąÜ·ŇÔĽ°Ö¸ĘľµĆµçĎߣ¬Ćř¶Ż·§Ó¦¶Ż×÷ČçÁéĂôˇŁ
5ˇ˘¸¨»úŁ¨Čç±Ăˇ˘żŐĆřŃąËő»úµČŁ©ľů°˛×°ĆëČ«ÍęşĂˇŁ
6ˇ˘Ó¦±¸şĂ×ăą»µÄÁĎ˝¬ˇ˘ĆřÔ´ˇ˘ÓĂË®µČĚőĽţŁ¬Âú×ăĘÔłµŇŞÇóˇŁ
7ˇ˘¸ůľÝÁĎ˝¬µÄąýÂËŇŞÇ󣬶ÔÓÚĐčŇŞĐőÄýµÄÎďÁĎŁ¬Ó¦±¸×ăşĎĘĘÄýľŰĽÁˇŁ
8ˇ˘¶ÔÁĎ˝¬Đ軯Ń顢ĽěŃéµÄÓĂ»§Ł¬Ó¦Ĺ䱸רҵ»ŻŃéČËÔ±ŇÔĽ°ËůÓĐĐčŇŞÓõ˝µÄ»ŻŃéÉ豸şÍĘÔĽÁˇŁ
9ˇ˘Ĺ䱸şĂάĐŢą¤1ˇ«2ĂűŁ¬˛Ů×÷ČËÔ±ĘýČˡŁ
Ćߡ˘ŇşŃąÓÍ

1ˇ˘ŇşŃąÓÍÓÉÓĂ»§×Ô±¸˛˘ÇұŘĐ뱣łÖÇĺ˝ŕˇŁ
2ˇ˘ŇşŃąÓÍÔÚĎŕӦζČĎÂĘąÓĂŁ¬ąýµÍÔňŐł¶ČÉĎÉýŁ¬ąý¸ßÔňŐł¶ČĎ½µŁ¬¶Ľ»áʹҺѹϵͳąýÔçË𻵠| 